(QWH珩磨機(jī)圖片)
主要技(jì)術(shù)參數
機(jī)床總功率:13.5KW
V型快裝夾具60-400mm
分開(kāi)式V型夾具400-620mm
加工(gōng)節拍:平均:300-550cm3/h ,最大:700 cm3/h
尺寸精度:H6-H8
圓度:0.01mm-0.04mm
粗糙度:Ra0.2-Ra0.4
1.1 機(jī)床參數表
| 型号 |
沖程長(cháng)度(MM) |
加工(gōng)範圍
(MM) |
機(jī)床長(cháng)度(MM) |
機(jī)床寬度(MM) |
機(jī)床高(gāo)度(MM) |
重量(KG) |
| QWH-1000 |
1000 |
Φ30-φ560 |
5024 |
1000 |
1000 |
3100 |
| QWH-2000 |
2000 |
Φ30-φ560 |
7024 |
1000 |
1000 |
3100 |
| QWH-3000 |
3000 |
Φ30-φ560 |
9024 |
1000 |
1000 |
3800 |
| QWH-5000 |
5000 |
Φ30-φ560 |
13540 |
1000 |
1000 |
5800 |
| QWH-8000 |
8000 |
Φ30-φ560 |
19540 |
1000 |
1000 |
6200 |
| QWH-10000 |
10000 |
Φ30-φ560 |
23540 |
1000 |
1000 |
7500 |
1.2 數控系統人機(jī)界面
人機(jī)界面包括加工(gōng)負載率曲線、數據顯示及開(kāi)關控制、報(bào)警狀态監視、電(diàn)機(jī)手動控制及參數配置幾個(gè)部分。如下(xià)圖所示:
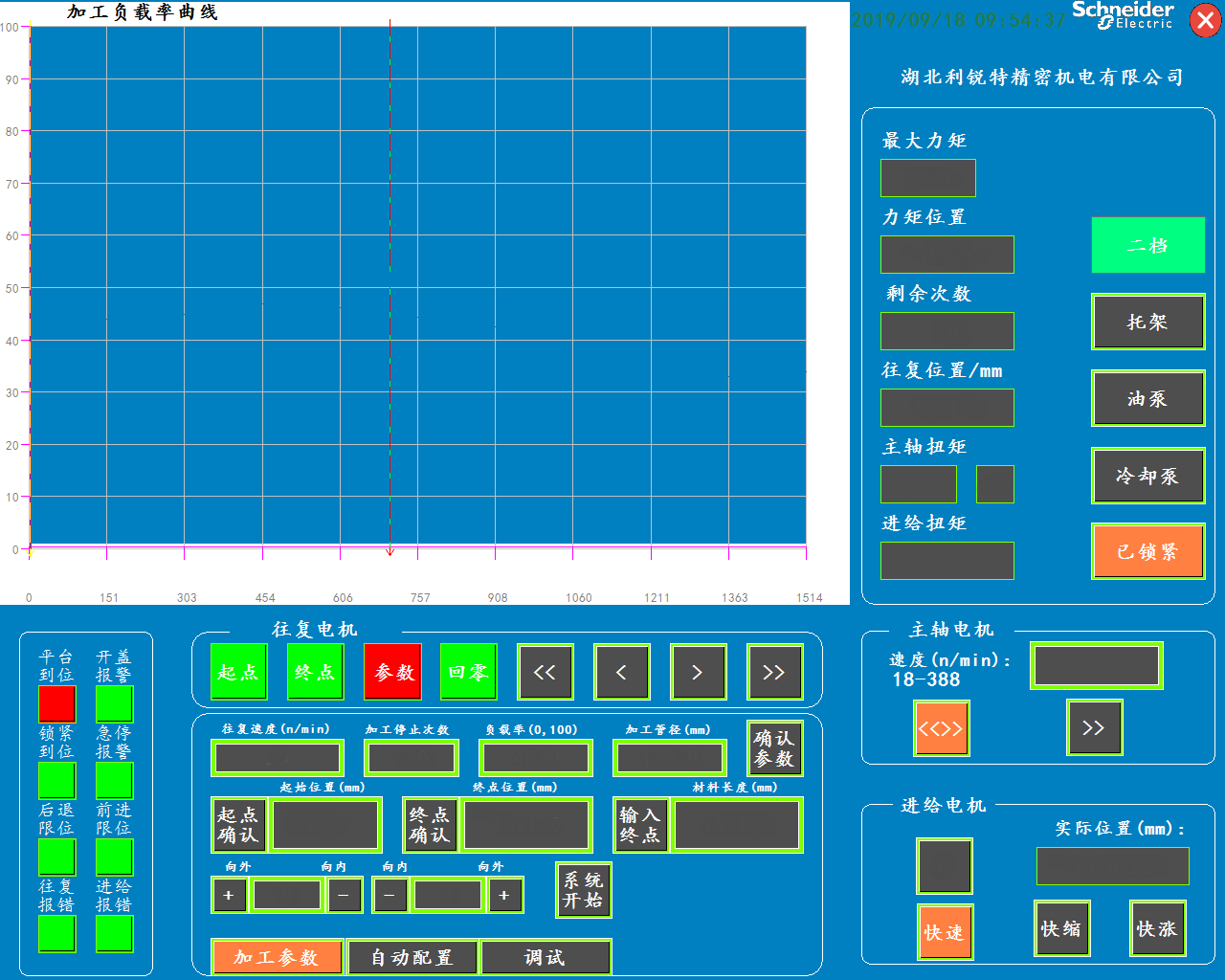
圖1 人機(jī)界面
加工(gōng)負載率曲線
X軸為(wèi)往複電(diàn)機(jī)實時位置,Y軸是進給電(diàn)機(jī)的負載率,往複運動每個(gè)周期實時顯示電(diàn)機(jī)負載率最大的點的位置(黑(hēi)色豎線所示),X軸兩端分别為(wèi)設置的往複行程的起始點和終止點,Y軸的負載率範圍為(wèi)0~100%,負載率越高(gāo)磨削效率越高(gāo),對于不同直徑不同材料的工(gōng)件(jiàn),應注意負載率不宜設置過高(gāo),幅度修改不宜過大,以免損害到(dào)主軸齒輪箱。
數據顯示及開(kāi)關控制
左邊是實時顯示系統動态數據,其中扭矩為(wèi)主軸旋轉電(diàn)機(jī)輸出力矩,本系統采用冗餘設計,分别采集了主軸伺服電(diàn)機(jī)反饋力矩信号和裝載在主軸箱内的高(gāo)精度力矩傳感器(qì)的模拟力矩信号,系統融合了這兩組信号提高(gāo)了加工(gōng)精度。最下(xià)方顯示的是進給電(diàn)機(jī)的進給力矩,為(wèi)保護主軸箱内的減速機(jī),當進給電(diàn)機(jī)力矩過大時系統自(zì)動進入保護模式;右邊是虛拟點動開(kāi)關,包括托架、油泵、冷卻泵、鎖緊裝置等,這些開(kāi)關都可以随加工(gōng)過程聯動,不需要人為(wèi)幹預,在特殊情況下(xià)用于強制動作,鎖緊裝置在平台到(dào)位時自(zì)動鎖緊,加工(gōng)結束後托架自(zì)動伸出,泵自(zì)動停止。在自(zì)動運行過程中,托架開(kāi)關和鎖緊裝置開(kāi)關會(huì)自(zì)動屏蔽,以免誤操作發生(shēng)故障,直至自(zì)動運行結束,屏蔽解除。
報(bào)警狀态
實時監測系統狀态,紅(hóng)燈表示報(bào)警,綠燈表示安全。加工(gōng)工(gōng)件(jiàn)之前,應先确認狀态報(bào)警燈是否均為(wèi)綠色。當前後限位、急停等危險信号産生(shēng)時應及時關機(jī),待排除故障後,重新上(shàng)電(diàn)開(kāi)機(jī)方可正常工(gōng)作。
電(diàn)機(jī)手動控制
控制系統的各電(diàn)機(jī)均可以通(tōng)過虛拟按鈕手動控制,且均為(wèi)點動式松開(kāi)按鈕電(diàn)機(jī)立即停止,保證操作安全。往複電(diàn)機(jī)的手動按鈕可以用于自(zì)動加工(gōng)運行過程中的“及時換向”功能(néng),用于實時改變往複電(diàn)機(jī)換向位置(後面操作方法中詳細說明)。
加工(gōng)參數配置
加工(gōng)參數設置分為(wèi)四步:設置起始點、設置結束點、參數配置、電(diàn)機(jī)回零,可以根據中間四個(gè)狀态燈的提示依次來操作。其中結束點設置有兩種方式:“手動設定”和“直接輸入”。參數配置下(xià)方為(wèi) “加減行程”功能(néng)。可以實現在工(gōng)件(jiàn)加工(gōng)過程中的動态改變起始點和終止點位置。參數輸入框内的參數輸入均采用虛拟數字鍵盤,在雙擊輸入框時激活虛拟數字鍵盤,輸入數字完點擊“Enter”确定鍵完成輸入框内的參數設置。虛拟數字鍵盤如下(xià)圖所示:
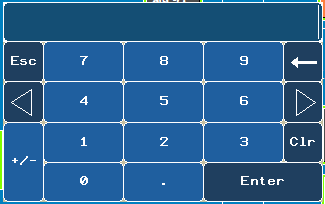
圖2 虛拟數字鍵盤
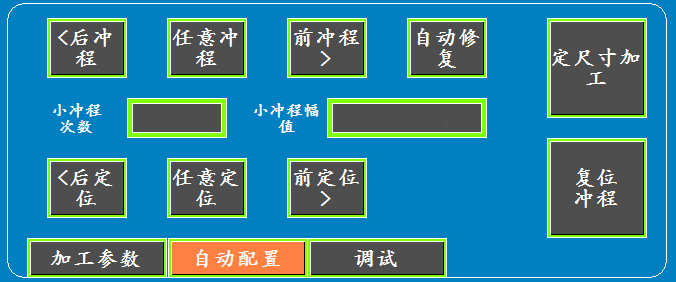
自(zì)動配置
可以實現手動修複及自(zì)動修複功能(néng),用于修複缸壁高(gāo)點,通(tōng)過虛拟按鈕在任意點的周圍按照(zhào)設定幅度修複,自(zì)動修複由系統自(zì)動識别缸壁最高(gāo)點,在最高(gāo)點周圍按照(zhào)設定幅值修複,使加工(gōng)過程更加智能(néng)化。下(xià)方為(wèi)“定位置修複”功能(néng),可以讓珩磨頭固定在任意一(yī)點原地轉動,點擊生(shēng)效,再次點擊取消該功能(néng)。右下(xià)端的按鈕用于實現“定尺寸修複”,用于讓珩磨頭進給量保持一(yī)定,采用此功能(néng)可以配合進給電(diàn)機(jī)手動漲緊。自(zì)動配置如下(xià)圖所示: